Construct an
automatic collation system for
collating a variety of
snack bar sizes into groups of either 6, 8 or 12 and
automatically load into the infeed pockets of a third party horizontal
cartoner. Operating speed to be 160+ bars/min.
AHP Solution:
Design a three-axis
servo controlled
grouping machine with transverse indexing
system, which counts and loads products into a double chamber system
for timed dispensing into the cartoner infeed pockets. Flow
of product continues during cartoner breaks in operation, via an
automatic bypass system for subsequent manual loading. System
has been tested running at up to 190 items per minute.
This product grouping machine has been
installed
in Victoria, Australia.
Extending/Retracting
Nose Conveyor for collation/Grouping
Customer Requirement:
Counter/stacker
to collate pairs of thin, flat bread and arrange in stacks of 8
for bagging in retail pack.
Operate
at 65+ pairs per minute.
AHP
solution:
Design
and construct a 3 axis servo
controlled take off grouping machine incorporating
a telescopic or extending/retracting nose conveyor, with a
stacking platform beneath to hold collation
until ready for release onto
packing line. By
means of the digital axis used in the machine , an additional benefit
has been to enable the cut lengths of the product to be measured and
rejected if over or under sized.
To
date 5 of these systems have been supplied
to the one client in Victoria, Australia.
This system
is adaptable to a number of other tasks, such as collation or grouping of cartons
in various formats, placing dough products onto baking trays,
transferring product onto production lines at right angles,
etc.
A further development in
the processing line, has been to add another AHP designed bag
loading machine, to load these collated flat breads into
pre-made bags.
Contact
us to discuss possible applications, or for
a solution to your automation requirement.
fast
collator
Customer Requirements:
High
speed collator required to arrange single
portion plastic cups
into matrix pattern
16 x 6 from single file at 300 cups per minute, preparatory
for robot
pick up
into retorting system.
AHP solution:
Design
and construct 3 axis servo driven collation table incorporating an
angled section to
provide a break between rims on edge row to prevent interference
between rows cups
being picked up and those waiting for the next pickup. Four of these
systems have
been manufactured, and all are installed in California.
A
development of the system resulted in a much larger table being
constructed for multiple
robot pick up, and this was installed in Greece. A
further development also installed in Greece, was to make a system to
run in reverse and
operate as a decollator, so that after retorting, the unloading robot
could place collated
product on the system to feed product single file into a subsequent
packing operation.
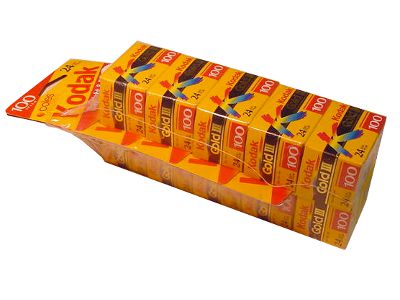
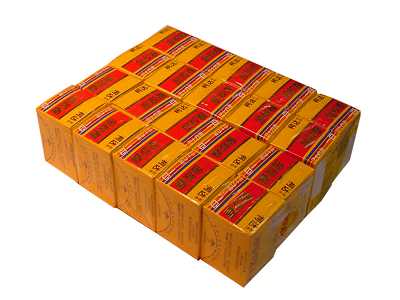
Collator
with star wheel system
Customer
requirement:
New system to replace
older, much
slower equipment.
Take individual
cartons of film which
incorporate a hang cell, and arrange them nested and back to back into
packs of 8, 10 and 12 at 240 cartons per minute on a dedicated machine
for that pack size.
Machine to arrange
multi pack cartons with hang
cells, containing from 2 to 4 rolls of film. These were to be nested in
groups of 8, 10, and 12 back to back with the carton last in the
collation to be rotated to conceal and protect the hang card.
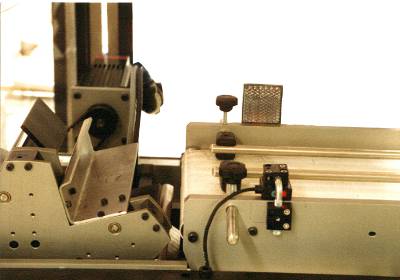
AHP
Solution:
Two 9 axis machines of near same design were designed and manufactured,
and coupled to a purchased shrink wrap system, modified suitably to be
able to handle the loose collations without disturbance until secured
by the shrink film.
![Phone: +61 (0)3 9720 8745 Email: enquiries[ at ]authanpack[.]com[.]au](Images/AHP%20LOGO/Contacts.png)